Technologies

The surfaceCONTROL 3D sensors work on the principle of optical triangulation using fringe light projection. A pattern sequence is projected onto the surface of the test object using a matrix projector. The light diffusely reflected from the surface of the patterns is captured by two cameras. The three-dimensional surface of the test object is calculated from the captured image sequences and the knowledge of the positioning of the two cameras in relation to each other.
The resulting 3D point cloud can then be analysed. The objective evaluation of surfaces presents a particular challenge. We have developed various analysis methods for this purpose.
The detection of the surface is carried out using 3D sensors comprising of at least two cameras and one projector. The cameras are calibrated using a special calibration target, i.e. the position and alignment of the cameras and other parameters are calculated.
The striped pattern projected by the projector enable identical points to be found in both cameras using the gray code and the phase shift method. Triangulation then enables the calculation of the x, y and z coordinates of the surface that are stored in a 3D point cloud.
Although inspectors see a large proportion of defects reliably and quickly, visual evaluation is often subjective and depends heavily on several factors. The aim of surface inspection is to achieve an objective and reproducible evaluation of the deviations in order to quickly and reliably make decisions with regard to component tolerances. Therefore, we have developed different methods that systematically recognize relevant deviations from the surfaces and objectively evaluate these. Further information on the analysis methods used can be found in the section evaluation process.
Challenge
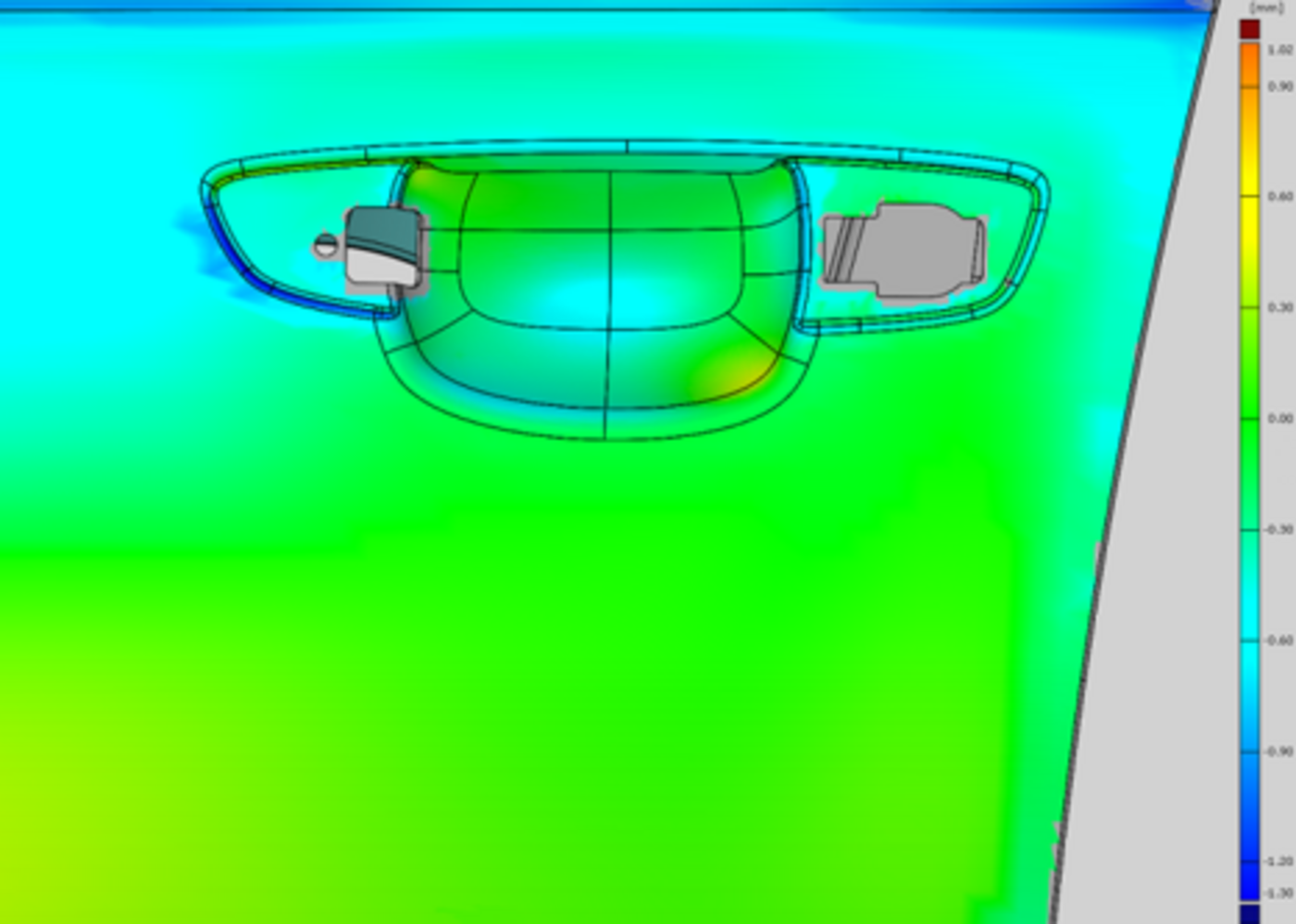
The defects have a height/depth which often is significantly smaller than the geometrical tolerance of the components. When compared with a CAD data set, the geometric tolerances become visible, the smaller, local errors are not visible. In the following example, this can be clearly seen from two small dents in the area of the door handle recess of a car door.

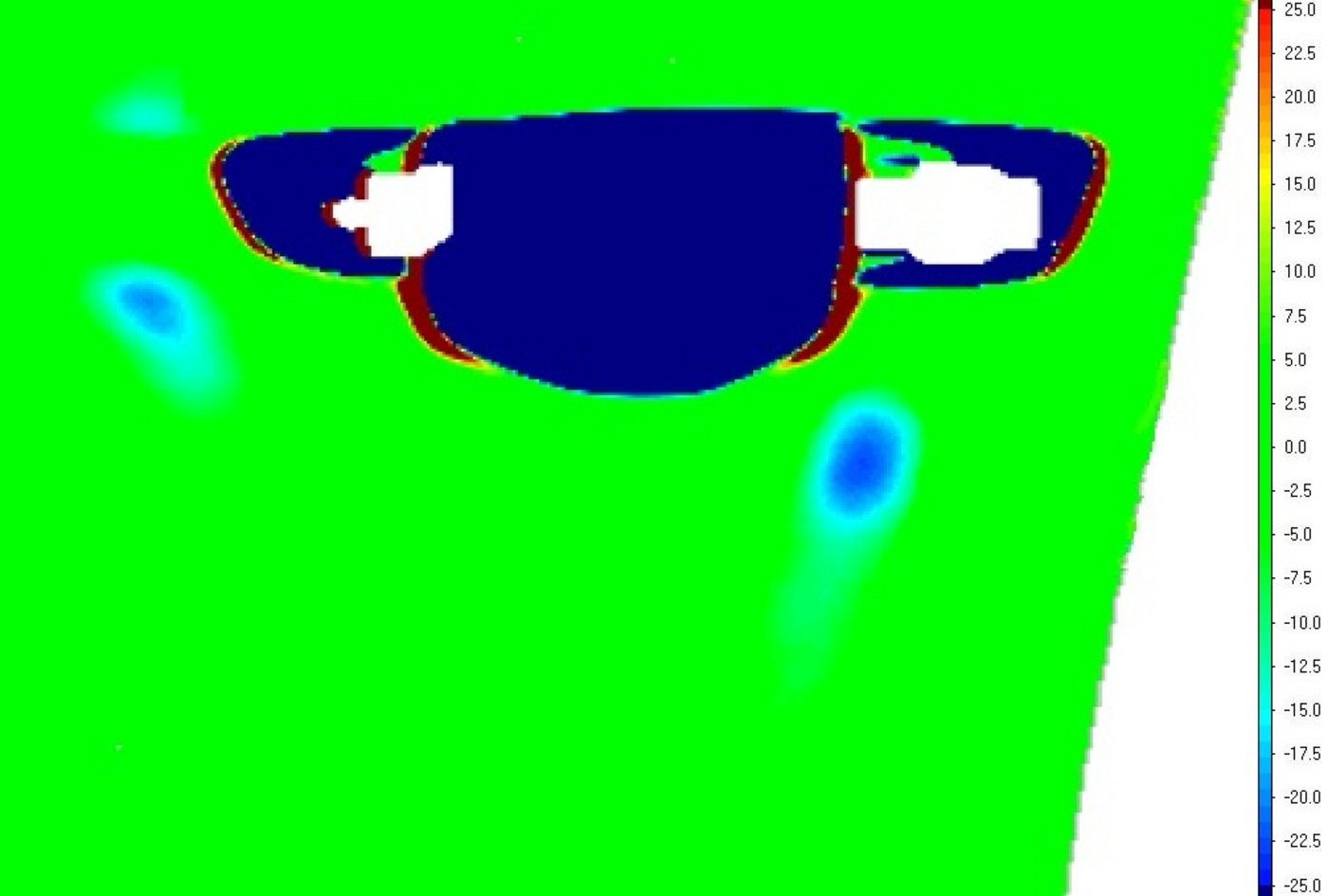
In order to find various possible defects on different surface shapes, we have developed several evaluation procedures. Whether small, short-wave errors or large, long-wave discontinuities must be recognized and objectively evaluated - we have the ideal tool for you. The evaluation procedures Digital Master, Digital Shape and Digital Stone provide a DefectMap that shows all deviations with their lateral expansion including the height/depth. Red signifies an upward deviation, blue a downward deviation. The identified deviations are automatically evaluated using customizable limit values. In addition, a report containing the inspection results can be generated.

In the first step, the parts are chosen, which are accepted as OK by the customer. The surfaces of these components are captured with the surfaceCONTROL 3D sensor. The parameters of acceptable surface forms are calculated via the generated 3D-data and archived in an associative memory. Behind this is a neuronal network, which is trained with the data. In the inspection process the surface data of the object to be inspected is first captured with the sensor. Afterwards the software reconstructs the object based on the trained data and calculates an individual master. Then it is compared against this master. When there are no differences between the calculated master and the part that is controlled, the part is flawless. Deviations are shown in a DefectMap. This process is ideally suited to series control.

The 3D data of the surface is described by a set of mathematical functions using two dimensional polynomial approximation. Depending on their degree, the polynomials have the ability to adapt the shape of the surface like an envelope. The 3D data is compared against the calculated envelope and possible deviations in the surface are identified as defects. The Digital Shape evaluation is suited for fast analysis of flat and slightly curved surfaces.
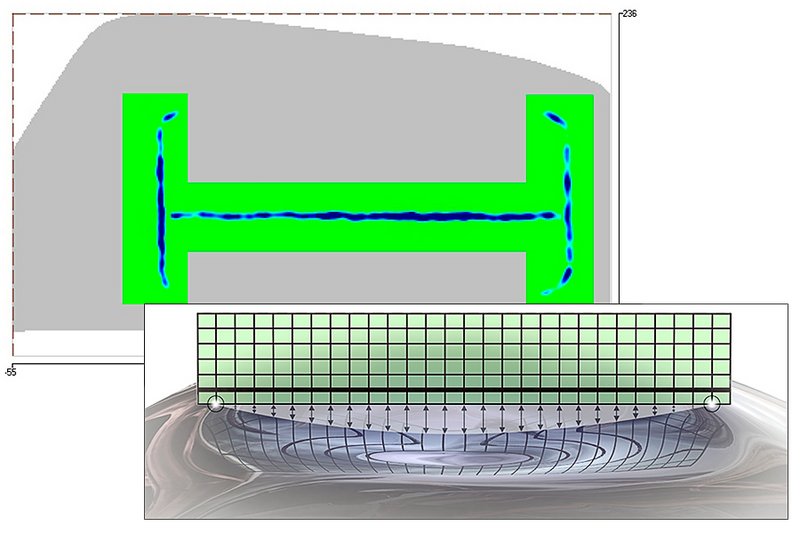
The Digital Stone is directly used on the previously captured 3D data. During this process the software determines the two highest points (point of support) along a line segment. Afterwards the gaps between the line segment and the 3D-data are calculated. It is mainly used in the analysis of defects in the toolmaking process as well as in pre-production series.

It can be very difficult to detect very small local deviations on tested components. It is common practice, for example, to paint car body parts in glossy black and inspect under special lighting, such as a light pipe, in order to get a visual impression of a defect's geometric form. This process cannot be used for all surfaces. It requires a high level of effort and the components are no longer usable afterwards. The “Digital Light Tunnel” tool therefore offers the possibility to impose defined characteristics (color, glossy finish) onto the captured 3D surfaces and inspect them on the monitor either under diffuse lighting or with a light bar. So without any additional time and material expenditure even the smallest defects become visible and can be assessed visually.
In addition to a solution for the automatic surface inspection of complete car bodies, two software packages are currently available for your measurement and inspection tasks: the powerful 3DInspect tool from the Micro-Epsilon Group and surfaceCONTROL DefMap3D with extensive options for detecting and analysing 3D surface defects.

Software for 3D measurement and inspection tasks
3DInspect is a uniform and user-friendly software tool for all 3D sensors from Micro-Epsilon.
Parameter setting of the 3D sensors and captures of the measurement data are done directly in the 3DInspect software. Powerful tools allow point cloud alignment and filtering, intuitive detection and selection of relevant areas, and program combination. The 3D point clouds can be used for any further processing and the measured values can be output to the controller.
3DInspect transfers the measurement data from the sensor to a PC via Ethernet and displays it three-dimensionally on the screen. For further processing, evaluation and assessment, the software has powerful measurement programs. The pre-configured measuring programs are divided into the categories »Data preprocessing«, »Find objects« as well as in »Combine objects« and allow various setting options, e.g.:

Software for individual surface analysis
surfaceCONTROL DefMap3D is the comprehensive software solution for the detection and objective analysis of 3D surface defects. Unlike CAD comparisons, DefMap3D enables quick and easy recognition and allows evaluation of the smallest, local shape defects on the surface. The software includes all components and processes required for configuration of the 3D surfaceCONTROL sensor, easy set up of the inspection task, and rapid evaluation of 3D data. Three evaluation methods are available in order to always find the most diverse defects on different surface shapes in the best possible way. It is also possible to visually evaluate the 3D point cloud to impose defined characteristics (color, glossy finish) onto the captured 3D surfaces and inspect them on the monitor either under diffuse lighting or with a light bar. The results can be output in a comprehensive test report.